CSM Dust Sampler
Overview
Background
The history of the Smeltertown Superfund site began in 1902, when the Ohio and Colorado Smelting and Refining Company processed gold, silver, lead, and copper ores and disposed of their slag around the site. This continued up until 1920 when the site became inactive. The site became active again in 1926, when Koppers Incorporated began treating railroad ties and telephone poles with creosote. This wood treatment continued until 1953, and the site was inactive until 1986 when the current site owner, Butala Construction Co., began mining the site for decorative rock and gravel and construction aggregate. It was at this time that the EPA was alerted to the heavy metal and creosote contaminated topsoil. Cleanup of the Smeltertown Superfund site began in 1993 and was completed in 2003.
The EPA has determined that the contaminants of the site are contained, and that, with monitoring, the site no longer poses a threat to human health or the environment. However, Butala maintains mining operations on site, and residents of the nearby town of Salida, CO are concerned that this mining may send contaminated dust into the air.
This was the problem Butala president Tom Eve and Smeltertown Superfund site manager Erna Waterman presented the Smeltertown senior design team when they asked them to design and build a prototype of a dust sampling system (later called the CSM Dust Sampler) that could collect dust from the site for later lab analysis.
Requirements
This dust sampler prototype would need to meet following set of requirements:
- Portable by an individual
- Able to be set up by an individual
- Autonomous once set up
- Collect and store dust samples for later analysis
- Protect the integrity of the samples
- Operate correctly in a range of weather and environmental conditions
- Durable
Team Members
- Madelyn Caviness
- Andrew Clexton
- Alcides Cordero
- John McDowell
- Austin Reeves
- Jackson Stone
The Clients
- Erna Waterman
- Tom Eve
Acknowledgements

Project Advisor: Lisa Woodward
EPA Technical Advisors: Mike Hoppe, Michelle Kerr, and Ray Ledbetter
CDPHE Technical Advisor: Alex Hedgepath
Elevator Pitch
Dust pollution is a growing problem for human health and the environment in many regions, and of increased social concern if it is thought to have come from a location with identified pollution problems.
Historically, organizations like the EPA have used particulate monitoring equipment, such as the DataRAM4, to determine whether the concentration of dust in the air was hazardous. However, these devices are limited to measuring dust concentration and offer little in the ways of determining the source and severity of this pollution. In some cases, equipment like the DataRAM4, has been discontinued, making maintenance on these aging units increasingly difficult.
The need exists for a device that can not only measure the concentration of dust in the air, but also help pinpoint its source and determine its severity.
Enter the CSM Dust Sampler.
The CSM Dust Sampler measures the concentration of airborne dust using its onboard PM2.5 sensor, and can help determine its source from wind speed and direction measurements from its built in anemometer and wind vane. These measurements are recorded in a spreadsheet stored on an external USB drive for easy access to the data after monitoring has concluded. The truly innovative feature of the CSM Dust Sampler is its ability to collect and store up to eight dust samples for later lab analysis; an incredibly useful feature when determining the long term severity of dust pollution.
The device you see today is the first prototype of the CSM Dust Sampler, and the first step towards realizing the full potential of this device.
Design Approach
After researching existing dust collection methods, the team decided to move forward with collecting dust samples by drawing air through a filter(s) as they believed this method held the most promise of being compact, simplistic, robust, and power conservative. With the method of collection selected, the team then began proposing different designs for the prototype. Ultimately, three different designs were generated:
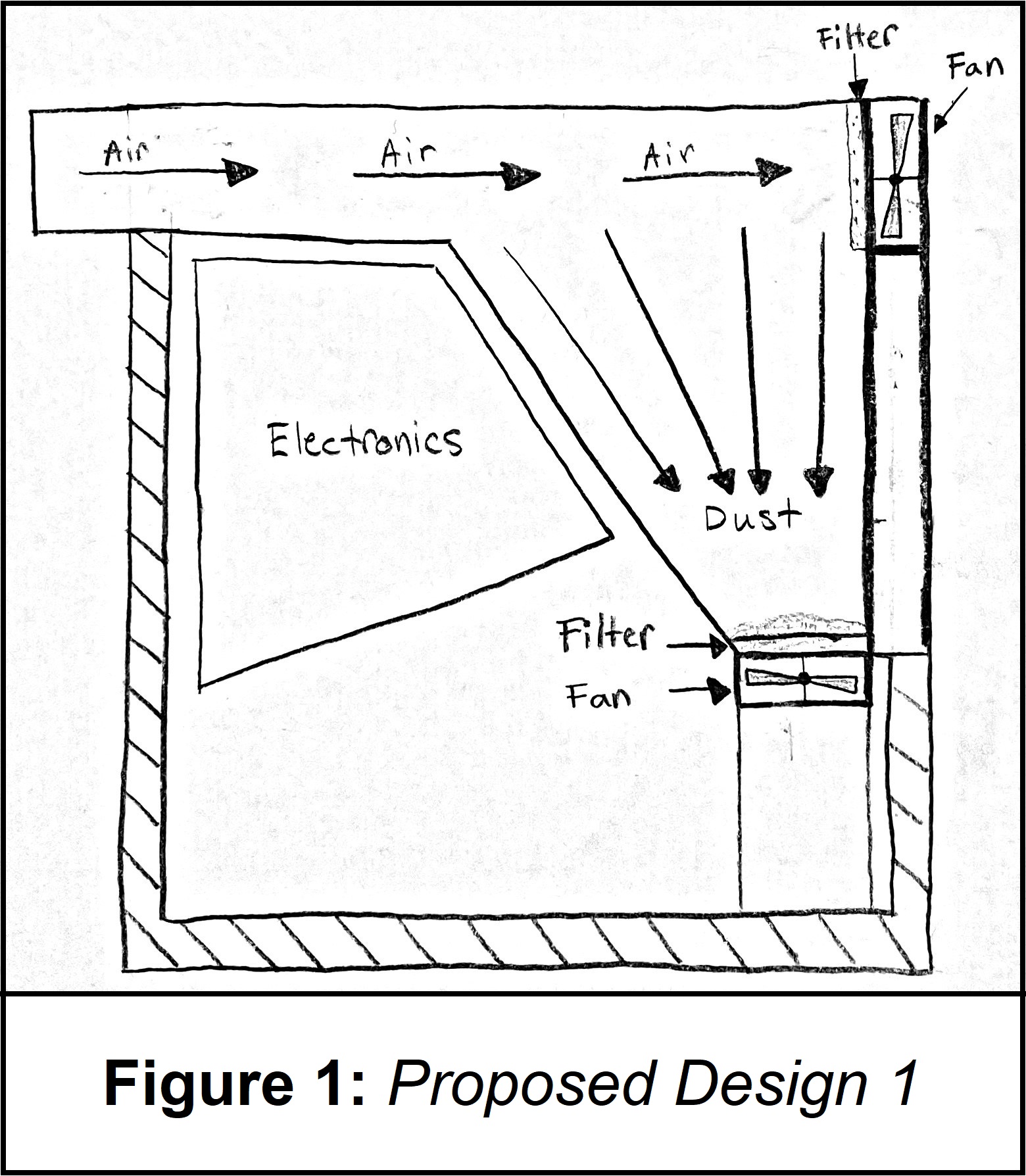
- An intake leading to an enlarged chamber where dust particles would lose speed and would fall/be drawn to a filter below (see Figure 1 at right).
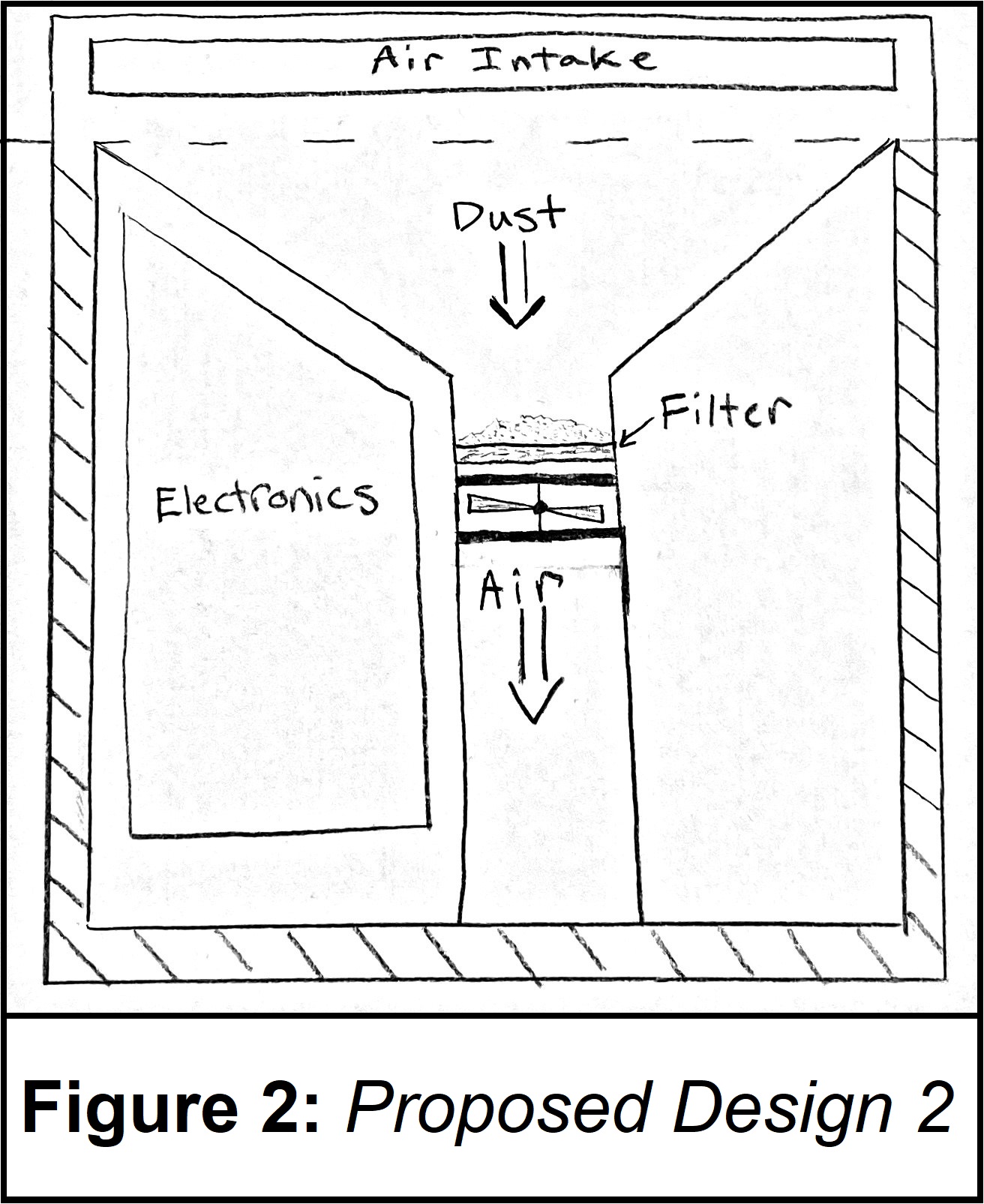
- An intake that leads directly to a single filter (see Figure 2 at right).
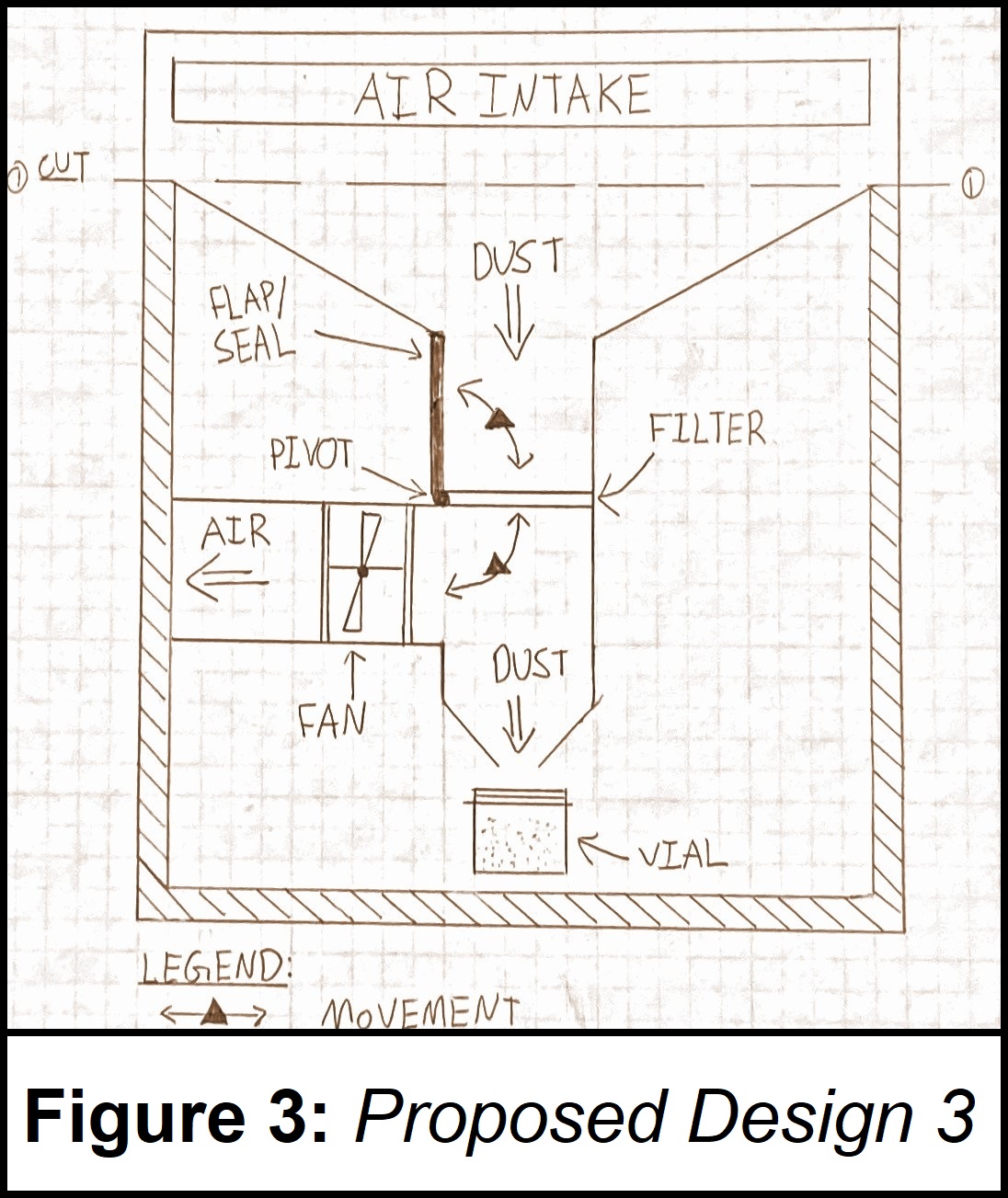
- An intake that leads to a pivoting filter that could transfer collected dust to a series of vials (see Figure 3 at right).
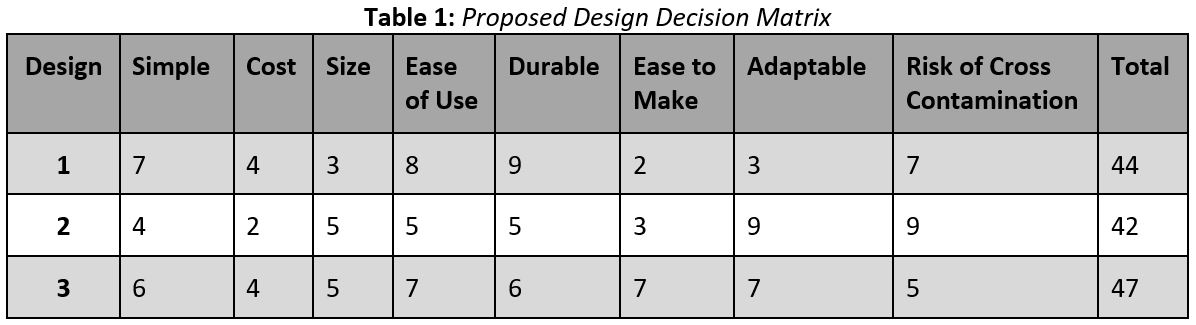
These designs were scored, on a scale of one to ten (ten being optimal), in the categories of design simplicity, cost, size, ease of use, durability, ease to manufacture, adaptability, and risk of cross contamination. The scores of each design can be found in Table 1 below.
In addition to design, the team scored different containers (to store collected samples) using the same scale in the categories of cost, size, quantity of actuators to seal the container, simplicity of designing the prototype to seal the container, and risk of failure. These scores can be found in Table 2 below.
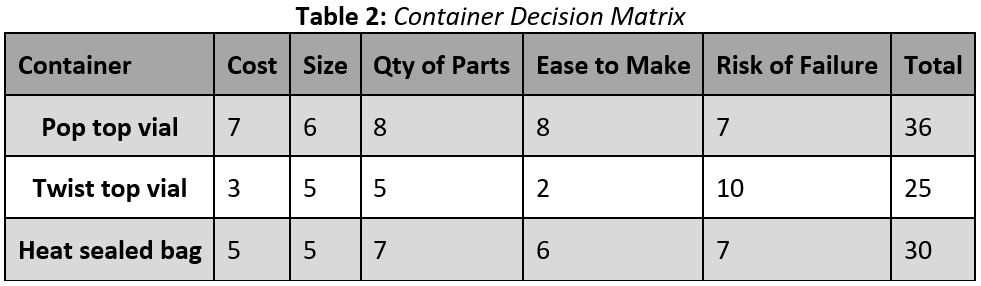
The results of the decision matrices lead the team to move forward with the third proposed design, using pop cap vials to store the collected dust samples.
Design Solution
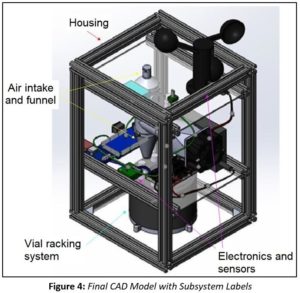 The culmination of six months of work can be seen in the final CAD model of the CSM Dust Sampler (pictured at left in Figure 4). The original goal of the team was to present a working and tested prototype in time for the Senior Design Showcase, but, unfortunately, the advent of COVID-19 prevented the team from meeting in person and dispersed them around the state and country. Unable to access the necessary materials, tools, and facilities, all physical development of the prototype stopped, which, consequently, prevented testing. To overcome these setbacks, the team focused their efforts on creating virtual models, diagrams, and flow charts to illustrate the extent of their progress prior to the virus.
The culmination of six months of work can be seen in the final CAD model of the CSM Dust Sampler (pictured at left in Figure 4). The original goal of the team was to present a working and tested prototype in time for the Senior Design Showcase, but, unfortunately, the advent of COVID-19 prevented the team from meeting in person and dispersed them around the state and country. Unable to access the necessary materials, tools, and facilities, all physical development of the prototype stopped, which, consequently, prevented testing. To overcome these setbacks, the team focused their efforts on creating virtual models, diagrams, and flow charts to illustrate the extent of their progress prior to the virus.
Operation
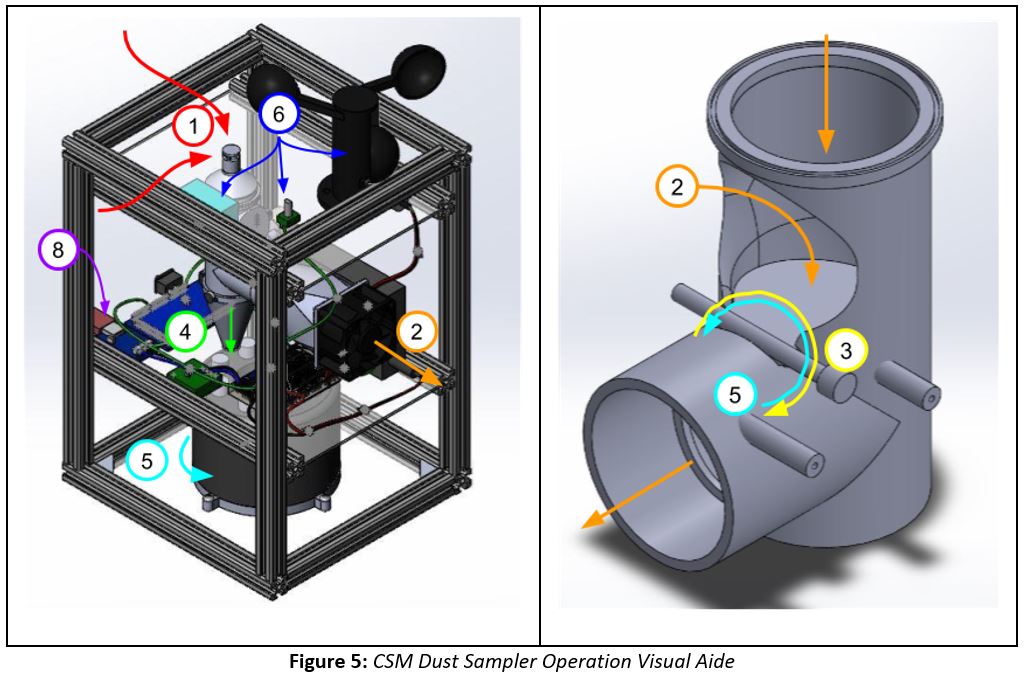
The process of collecting dust samples is explained in the steps below (please also reference Figure 5):
- Outside air is drawn through the intake at the top of the device. This intake is omnidirectional so that the rate of dust collection isn’t affected by wind direction or device orientation.
- The air then passes through a filter that collects the dust particles before being exhausted from the device through the fan.
- After a predetermined amount of time, the fan stops running and the flap that holds the filter rotates 90 downwards.
- Vibration motors positioned filter-flap assembly shake the collected dust off the filter, where it is then funneled into one of empty vials below.
- The filter-flap rotates back to its initial position, and the vial racking system rotates the next empty vial into position under the funnel. With the exception of the opening for the funnel, the vials and the vial racking system are completely separated from the rest of the device by an acrylic sheet, which helps protect the integrity of the samples once collected.
- The fan starts back up to once again draw air through the device, and the process begins again. While the device is collecting dust, an array of sensors gather data on dust concentration, wind speed, and wind direction to better help determine the source and severity of the samples.
- Once started, the device can run without user intervention, collecting up to eight dust samples and storing all sensor data on a removable USB drive.
Electrical
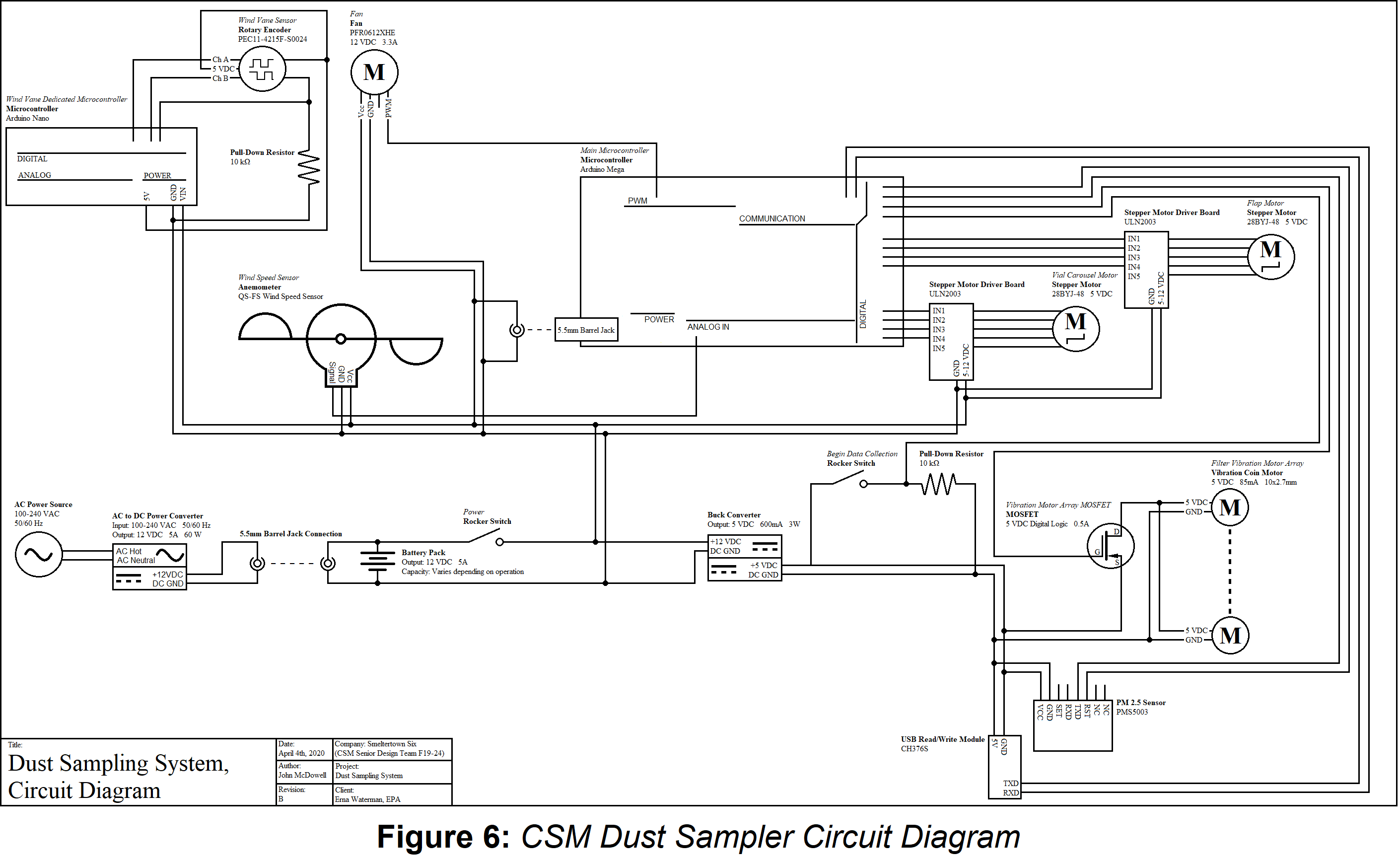
The wiring diagram for the CSM Dust Sampler can be seen below in Figure 6. Most of the components present in the diagram are low power consumers, which is important when one considers that the dust sampler must operate off of battery power for days at a time. The exception to this is the fan, which, as Table 4 illustrates, consumes as much as 27.6W and accounts for approximately 95% of the CSM Dust Sampler’s power demands. The team had initially selected a 0.6W fan (in large part due to its low power demands) but found that it could not generate sufficient airflow through the filter. The team then opted to purchase the most powerful fan compatible with the system, with the intention of being able to scale back the fan’s power (through PWM) as needed. Unfortunately, COVID-19 disrupted the team before the fan could be tested.
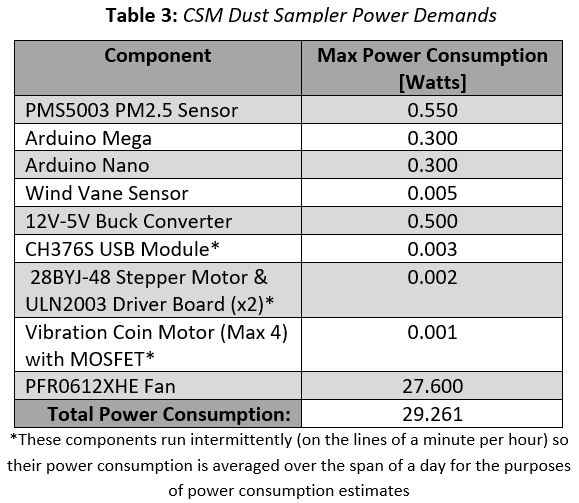
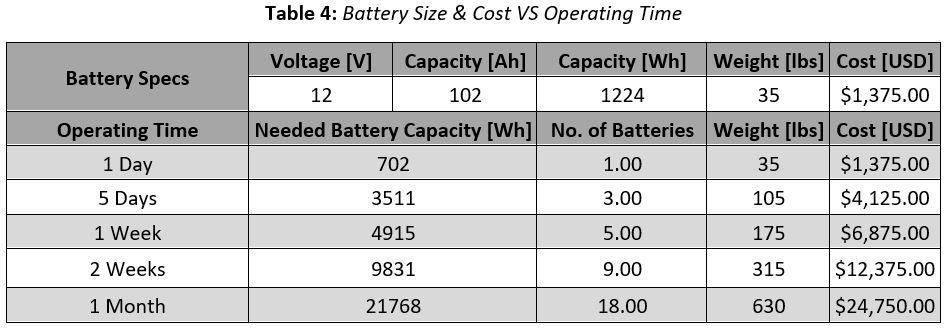
As Table 4 illustrates, operating the dust sampler at max power becomes impractical to supply with batteries after more than a few days. This illustrates the need to reduce the power of the fan as much as possible, as well as the need to provide supplementary power (e.g. solar panels – a 50W panel is typically $60-$120).
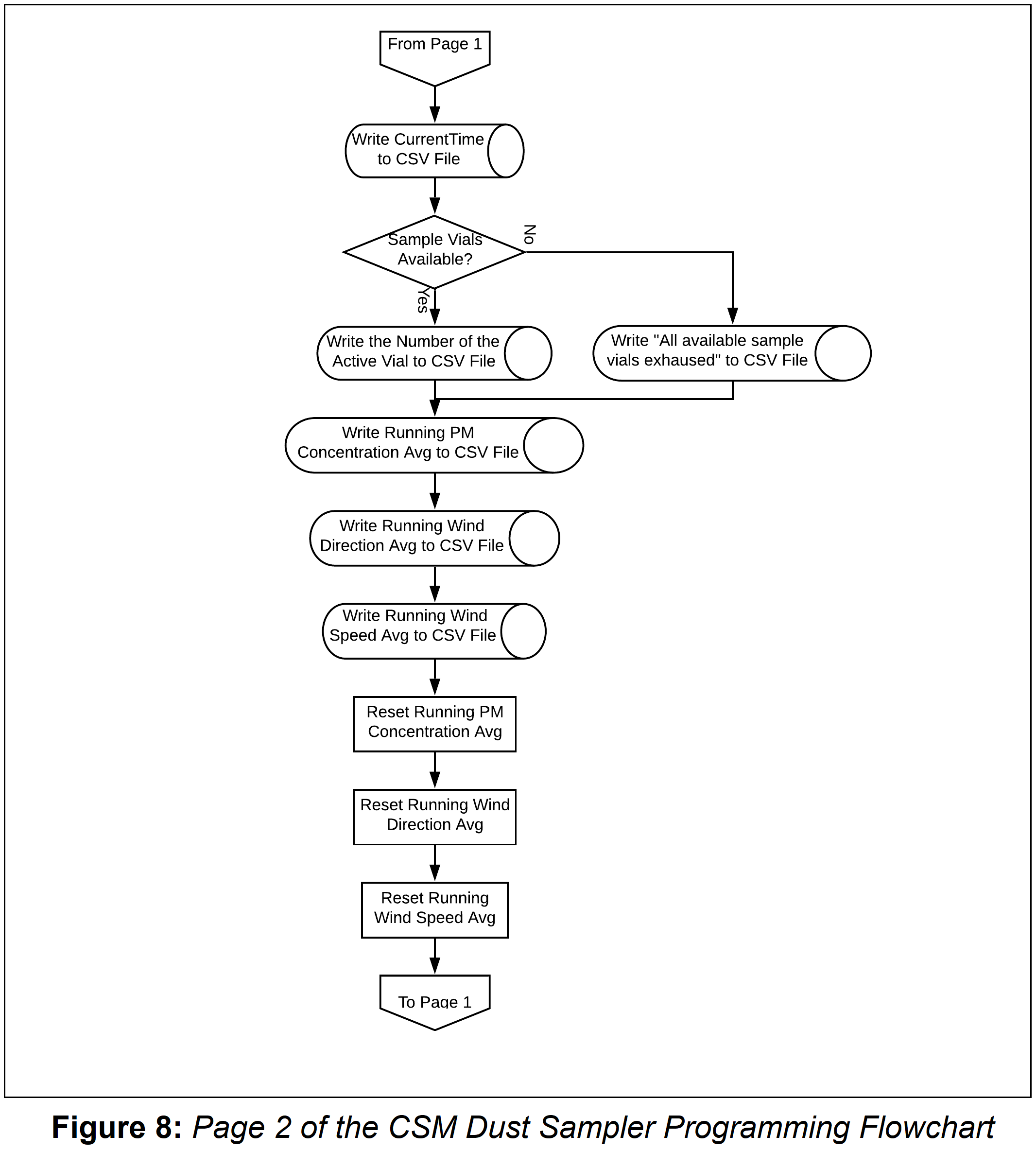
Program
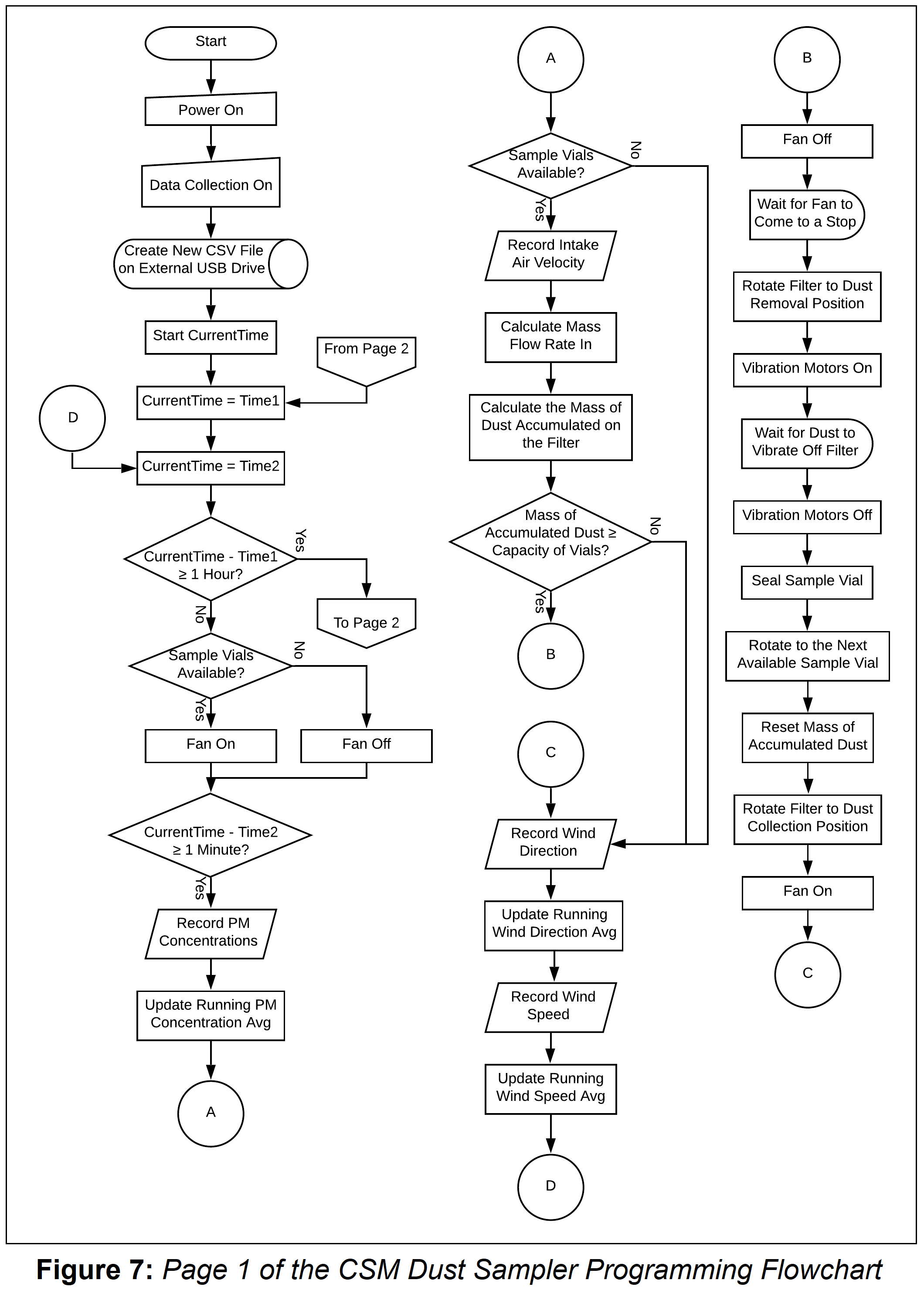
The program behind the operation of the CSM Dust Sampler is illustrated in the flowcharts of found in Figure 7 and Figure 9. Although COVID-19 prevented an assembled prototype for which to test the program, the isolated operation of each component (i.e. motors and sensors) was successfully verified beforehand.
Budget
The project was initially constrained by a slim budget of $500.00, but a detailed BOM and proposal were able to convince the Project Advisor to increase the budget to $1,000.00. Even with the larger budget, the team still practiced money saving techniques, such as reusing materials when possible, using the Maker Society’s free-and-reduced 3D printing, and comparing the prices of similar products before purchasing. Since COVID-19 halted development of the prototype, some planned purchases were never realized, which is why the team came in $662.35 under budget, having spent a total of $337.65 on materials for the prototype.
Benefits and Broader Impacts
Dust pollution is a growing problem for human health and the environment in many regions, and of increased social concern if it is thought to have come from a location with identified pollution problems. Innovative tools, like the CSM Dust Sampler, will prove to be huge assets when determining the severity and source of dust pollution; necessary measurements when it comes to protecting public health and assigning responsibility.
Next Steps
To finish the project to where the team had expected to be, the following steps need to be taken:
- Order the remaining components and create the custom components
- Assemble the prototype
- Test and troubleshoot the prototype’s program
- Test a variety of filter types with the prototype and determine a suitable type
- Evaluate the overall performance of the prototype
To improve upon the team’s work and elevate the CSM Dust Sampler from a prototype to a fully realized design, the following will need to be completed:
- Determine exactly what contaminants will be collected and apply any design changes necessary to the vial racking system.
- Optimize power consumption by decreasing component power consumption (such as that of the fan) and adding power generation (such as solar panels).
- Procure high end materials that are likely to be used in industry.
- Determine the cost of a device made of these materials.
- Improve the portability and durability of the device
- Create a housing system that allows for this device to be operated by a single user
When these next steps are taken, a truly effective product (not unlike the one the team envisioned early on in the design process – see below) can be delivered to the client and to additional customers.

Meet the Team
Madelyn Caviness
 Maddy Caviness is a civil engineer from Arvada, Colorado. She was drawn to this project because of its environmental aspect and direct interaction with the Environmental Protection Agency. As the communications lead, her primary role was to develop a relationship with the client, organize written and verbal communication, and ensure that the objectives created at the beginning of the semester were met.
Maddy Caviness is a civil engineer from Arvada, Colorado. She was drawn to this project because of its environmental aspect and direct interaction with the Environmental Protection Agency. As the communications lead, her primary role was to develop a relationship with the client, organize written and verbal communication, and ensure that the objectives created at the beginning of the semester were met.
Andrew Clexton
 Andrew Clexton is a mechanical engineer from Carlsbad, California. He joined the project for the opportunity to prototype an innovative dust sampling device that could be differentiated from existing products. Andrew has applied his mechanical engineering knowledge to the design and assembly of the device, with a focus on the vial racking subsystem and CAD models. Additionally, he contributed to the final SOLIDWORKS assembly of the device
Andrew Clexton is a mechanical engineer from Carlsbad, California. He joined the project for the opportunity to prototype an innovative dust sampling device that could be differentiated from existing products. Andrew has applied his mechanical engineering knowledge to the design and assembly of the device, with a focus on the vial racking subsystem and CAD models. Additionally, he contributed to the final SOLIDWORKS assembly of the device
Alcides Cordero
 Alcides Cordero III is a mechanical engineer from Highlands Ranch, Colorado. He joined the project due to the concerns related to the site and desired to innovate a solution.He was focused primarily on the assembly of the device. Alcides designed and implemented the flap/filter component of the project. Acting as the 3D-printing expert, all of the 3D printed components were done by him.
Alcides Cordero III is a mechanical engineer from Highlands Ranch, Colorado. He joined the project due to the concerns related to the site and desired to innovate a solution.He was focused primarily on the assembly of the device. Alcides designed and implemented the flap/filter component of the project. Acting as the 3D-printing expert, all of the 3D printed components were done by him.
John McDowell
 John McDowell is a mechanical engineer from Colorado Springs, Colorado. He was largely drawn to the project because its design challenges and complexity peaked his interests. John acted as the pseudo-electrical engineer for the team, sourcing electrical components, estimating power consumption, and creating wiring diagrams. Additionally, he was largely responsible for the program of the prototype and the budget of the project.
John McDowell is a mechanical engineer from Colorado Springs, Colorado. He was largely drawn to the project because its design challenges and complexity peaked his interests. John acted as the pseudo-electrical engineer for the team, sourcing electrical components, estimating power consumption, and creating wiring diagrams. Additionally, he was largely responsible for the program of the prototype and the budget of the project.
Austin Reeves
 Austin Reeves is a Mechanical Engineer from Dallas, Texas. He was drawn to this project because of the potential to find a solution for a unique problem, in addition to implementing the design process in a real world scenario. As Project Manager, his primary role was to promote team collaboration, while ensuring smooth transitions between different phases of the project. Austin calculated Factors of Safety that supported the overall reliability of the system, and led prototyping of the fan and filter subsystem.
Austin Reeves is a Mechanical Engineer from Dallas, Texas. He was drawn to this project because of the potential to find a solution for a unique problem, in addition to implementing the design process in a real world scenario. As Project Manager, his primary role was to promote team collaboration, while ensuring smooth transitions between different phases of the project. Austin calculated Factors of Safety that supported the overall reliability of the system, and led prototyping of the fan and filter subsystem.
Jackson Stone
 Jackson Stone is an aspiring environmental engineer from the Colorado School of Mines. He chose to leave Texas to attend university in Golden, CO for the outdoor access and educational program in the environmental engineering department at CSM. Jackson joined this project to apply his knowledge in regulation interpretation and environmental remediation, but also to grow in his understanding of the technical design process. Jackson focused on the housing subsystem, along with leading the abstract creative assignments (e.g. Failure to Success video) throughout the year. He enjoyed working alongside the Team to solve each engineering challenge while staying within the budget and client expectations.
Jackson Stone is an aspiring environmental engineer from the Colorado School of Mines. He chose to leave Texas to attend university in Golden, CO for the outdoor access and educational program in the environmental engineering department at CSM. Jackson joined this project to apply his knowledge in regulation interpretation and environmental remediation, but also to grow in his understanding of the technical design process. Jackson focused on the housing subsystem, along with leading the abstract creative assignments (e.g. Failure to Success video) throughout the year. He enjoyed working alongside the Team to solve each engineering challenge while staying within the budget and client expectations.
Erna Waterman - Client
 Erna Waterman is a Remedial Project Manager with the U.S. Environmental Protection Agency (EPA). Her work involves conducting complex, long-term, multi-million-dollar environmental studies and clean-ups at abandoned hazardous waste sites under the Superfund program. The Twins Inn and Smeltertown Sites needed technical input on challenges with re-use of these properties. The two property owners were supportive of her proposals for Colorado School of Mines Senior Capstone student teams as were Michelle Kerr, EPA Chemist and Mike Hoppe, EPA Emergency Response. She met with students, called/emailed providing technical review, mentoring positive ways to work effectively with regulatory agencies (State, Federal) and the public (landowners and regulated industry).
Erna Waterman is a Remedial Project Manager with the U.S. Environmental Protection Agency (EPA). Her work involves conducting complex, long-term, multi-million-dollar environmental studies and clean-ups at abandoned hazardous waste sites under the Superfund program. The Twins Inn and Smeltertown Sites needed technical input on challenges with re-use of these properties. The two property owners were supportive of her proposals for Colorado School of Mines Senior Capstone student teams as were Michelle Kerr, EPA Chemist and Mike Hoppe, EPA Emergency Response. She met with students, called/emailed providing technical review, mentoring positive ways to work effectively with regulatory agencies (State, Federal) and the public (landowners and regulated industry).
“ I appreciate what the Smeltertown Capstone Team did for EPA and the property owner. Your Team had great ideas, used materials they could source and learned a ton about design. Excellent job on providing a clear understanding of your dust sampler design. “
Lisa Woodward - Project Advisor
 Lisa Woodward graduated from the Colorado School of Mines in Chemical Engineering, and worked most of her career in environmental engineering. She has a professional engineer’s license and is board certified. Currently, she is an adjunct instructor for the Colorado School of Mines for senior design. She is also currently president of SWE Rocky Mountain Region.
Lisa Woodward graduated from the Colorado School of Mines in Chemical Engineering, and worked most of her career in environmental engineering. She has a professional engineer’s license and is board certified. Currently, she is an adjunct instructor for the Colorado School of Mines for senior design. She is also currently president of SWE Rocky Mountain Region.